Formula SAE Racing Vehicle Diffuser and Restrictor Design Management

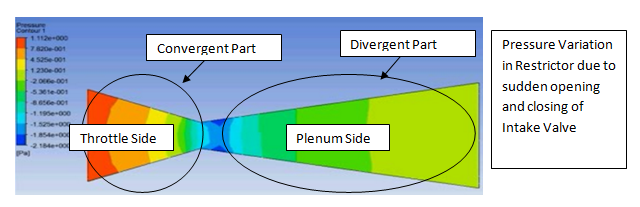
Formula SAE rules says that the air passage must have a 20mm dia or less from where total air must flow at least once so rather limiting throttle bore at 20mm or making intake manifold intake at 20mm - A separate part Restrictor is used which has convergent and divergent part to boost engine performance.
Restrictor has two child parts; 1st
is convergent nozzle and 2nd is divergent nozzle as shown in below
figure. Inlet Air pressure vary on convergent and divergent nozzle as shown in
below figure consequently we must optimize it to get smooth change flow.
|
Child
Part
|
Requirement
|
Material
|
Manufacturing
|
Cost
|
Weight
|
Life
|
Design
Review
|
|
Restrictor
|
Burst Pressure 10 Bar,
Vibration 30 g,
Working Temperature
200 ° C,
|
Plastic
|
Moulding
|
C
|
A
|
B
|
Steel will be used and only by
machining we can make final part. If steel pipe is not available then
Aluminum ADC12 can be made by sand casting process and machining.
|
|
Aluminum
|
Sand Casting, Machining
|
A
|
B
|
A
|
|||
|
Steel
|
Machining
|
B
|
B
|
A
|
|||
|
Gasket
|
Working Temperature 200 ° C
Leakage Pressure
10Bar
|
Paper
|
Die Cutting
|
A
|
A
|
C
|
Manifold and Throttle Side-
Paper Gasket will be used as it is easy to design & manufactures and low
cost.
|
|
Metal
|
Machining
|
B
|
B
|
A
|
|||
|
Rubber
|
Compression Moulding
|
C
|
A
|
B
|
|||
|
Fastener
|
30 G Vibration
100 N Load
No Rust
|
M6
Class8.8
|
Casting
Heat Treatment
Thread Making
|
-
|
-
|
-
|
M6 For Assembly of Throttle on
Restrictor.
M6 For Assembly of Restrictor
on In Mani.
|
|
M6 Class10.9
|
-
|
-
|
-
|
||||
|
M8 Class8.8
|
-
|
-
|
-
|
Design Failure Mode Effect Analysis
If you don't know DFMEA process, read throttle body DFMEA it has RPN number calculation method.
DFMEA of Restrictor:
DFMEA is unavoidable and essential step
in designing process. All the possible failure modes related to performance,
design, material and manufacturing have been discussed in detail. Also
recommendation has been made to improve design process for each and every
failure. (RPN above 100 is very dangerous)
|
Function
|
Failure
Mode
|
Failure
Effect
|
SEVERITY
|
Potential
Cause
|
OCCURANCE
|
Design
Control Method
|
DETECTION
|
RPN
|
|
|
Prevention
|
Testing
|
||||||||
|
Restrictor
|
Flow Chocking
|
Uneven Torque Output
Low Peak Torque ,
Peak Torque at inaccurate RPM
|
5
|
Wrong Nozzle Length
Wrong Cross Section
Steps or sharp change in Dia
Flow vertex or pressure points
|
6
|
Runner Length & Cross
Section Optimization.
Iterations for Throttle Bore
Dia and plenum inlet dia.
|
Sudden Acceleration Test, Up
Down Test
|
3
|
5*6*3=
90
|
|
High Pressure Waves
|
|||||||||
|
Back Flow
|
|||||||||
|
Low Charge Density
|
|||||||||
|
Uneven Flow
|
|||||||||
|
Gasket
|
Leakage
|
Accident
|
10
|
Wrong thickness
Wrong Mounting Hole Dia and
Tolerances
Wrong Material
|
2
|
Stress and Strain CFD, Thermal
Stress Simulation
|
Engine Thermal Test
|
2
|
10*2*2=40
|
|
Burn
|
|||||||||
|
Throttle Assembly on Restrictor
|
Bolt Hole Mismatch
|
No Assembly
|
9
|
Wrong Tolerance, Wrong
Material,
Shrinkage due to Thermal
Expansion
|
2
|
GDNT and Tolerance Stack up
Analysis
|
Engine Durability Test
|
2
|
9*2*2=36
|
|
Fatigue and Crack
|
Accident
|
10
|
2
|
10*2*2=40
|
|||||
|
Diffuser Pipe Assembly on
Intake
|
Wrong Position on Plenum
|
Low Volumetric Efficiency
|
8
|
Unequal Flow in different Runners
|
5
|
CFD
|
Engine Calibration Test
|
3
|
8*5*3=120
|
|
Fatigue and Crack
|
Accident
|
10
|
Wrong Tolerance, Wrong
Material,
Shrinkage due to Thermal
Expansion
|
2
|
GDNT and Tolerance Stack up
Analysis
|
Engine Durability Test
|
2
|
10*2*2=40
|
|
Based on above DFMEA, following are design recommendations
|
Function
|
Failure Mode
|
Recommended Action
|
|
|
Restrictor
|
Flow
Chocking
|
Ensure
Air cooling of Restrictor.
Place
restrictor out let at centre of plenum.
Use
Resonator or Silencer. Use Smooth curved without any sharp edge in restrictor.
|
|
|
High
Pressure Waves
|
|||
|
Back
Flow
|
|||
|
Low
Charge Density
|
|||
|
Uneven
Flow
|
|||
|
Gasket
|
Leakage
|
High
surface finish on mating surface. Have Minimum Hole Position Tolerance.
|
|
|
Burn
|
|||
|
Throttle Assembly on Restrictor
|
Bolt
Hole Mismatch
|
||
|
Fatigue
and Crack
|
|||
|
Diffuser
Pipe Assembly on Intake
|
Wrong
Position on Plenum
|
Place
Restrictor at centre of Plenum.
|
|
|
Fatigue
and Crack
|
Consider
factor of safety in stress and select correct material.
|